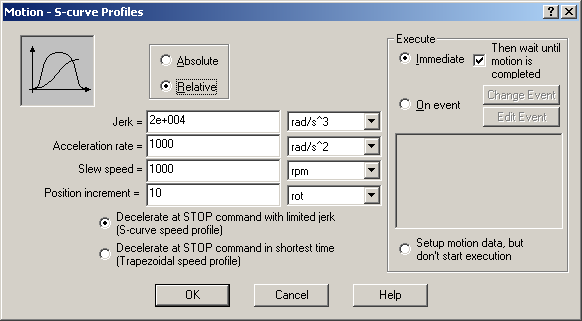
The “Motion – S-curve Profiles” dialogue allows you to program a position profile with an S-curve shape of the speed. This shape is due to the jerk limitation, leading to a trapezoidal or triangular profile for the acceleration and an S-curve profile for the speed.
In the S-curve profile, the load/motor is controlled in position. You specify either a position to reach in absolute mode or a position increment in relative mode, plus the slew (maximum travel) speed, the maximum acceleration/deceleration rate and the jerk rate.
An S-curve profile must begin when load/motor is not moving. During motion the parameters should not be changed. Therefore when executing successive S-curve commands, you should wait for the previous motion to end before setting the new motion parameters and starting next motion. During an S-curve execution, you can switch at any moment to another motion mode (except PVT and PT interpolated modes) or stop the motion with a STOP command.
 I
I
IMPORTANT: Some setup configurations foresee a transmission ratio between the motor and the load. In these cases, the load position and speed are different from the motor position and speed. The motion parameters refer always to the load trajectory.
Choose the option Relative to program a relative positioning or Absolute for an absolute positioning. Set the values of the Jerk, Acceleration rate and the Slew speed. Select the measuring units from the lists on the right. In the absolute positioning mode, set the value of the Position to reach. In the relative positioning, set the value of the Position increment.
Remarks:
| • | The reference generator actually uses the jerk time to compute the profile. This is computed as the ratio between the acceleration rate and the jerk rate you provided and must be a positive integer number, in internal time units. If the jerk value is too low, the jerk time may be zero. In this case you’ll get the error message “Jerk parameter must be greater than zero!” |
| • | The S-curve requires the drive/motor to be setup for position control. Otherwise, in the Motion view, the button opening this dialogue will not occur. |
Select Decelerate at STOP command with a limited jerk if you want a smooth deceleration, using an S-curve speed profile in case of a STOP command. Select Decelerate at STOP command in shortest time if you want a faster deceleration, using a trapezoidal speed profile in case of a STOP command.
Choose Execute Immediate to start the programmed motion immediately when the motion sequence is executed. Check Then wait until motion is completed if you want to postpone the start of the following motion until this programmed motion is completed. If the next motion is an S-curve too, checking this option is mandatory.
Remark: Verify the motion complete condition parameters. If these are incorrectly set, you may never reach the motion complete condition:
| • | POSOKLIM – the settle band tolerance, expressed in internal position units |
| • | TONPOSOK – the stabilize time, expressed in internal time units |
| ▪ | 1 = uses the above parameters, |
| ▪ | 0 = sets motion complete when the reference generator has completed the trajectory and has arrived to the commanded position |
If these parameters have not been set previously, check their default value. Reset the drive/motor and using the command interpreter get their value.
Choose Execute On event to start this new motion when a programmable event occurs. Click Change Event to select the event type or Edit Event to modify the parameters of the selected event (see Events for details). Select Setup motion data, but don’t start execution if you want only to set the motion parameters without starting the execution.
OK: Close this dialogue and save the motion sequence in your motion sequence list.
Cancel: Close this dialogue without saving the motion sequence in your motion sequence list.
Help: Open this help page.
See also:
S-Curve Profiles – TML Programming Details