In the S-curve profile, the load/motor is controlled in position. The built-in reference generator computes a position profile with an S-curve shape of the speed. This shape is due to the jerk limitation, leading to a trapezoidal or triangular profile for the acceleration and an S-curve profile for the speed. You specify either a position to reach in absolute mode or a position increment in relative mode, plus the slew (maximum travel) speed, the maximum acceleration/deceleration rate and the jerk rate. The jerk rate is set indirectly via the jerk time, which represents the time needed to reach the maximum acceleration starting from zero.
Remarks:
| • | The motion mode and its parameters become effective after the execution of the update command UPD |
| • | The jerk rate results by dividing the maximum acceleration rate to the jerk time. |
An S-curve profile must begin when load/motor is not moving. During motion the parameters should not be changed. Therefore when executing successive S-curve commands, you should wait for the previous motion to end before setting the new motion parameters and starting next motion. During an S-curve execution, you can switch at any moment to another motion mode (except PVT and PT interpolated modes) or stop the motion with a STOP command.
Following a STOP command, the deceleration phase can be done in 2 ways:
| • | Smooth, using an S-curve speed profile, when ACR.1 = 0 (default), or |
| • | Fast using a trapezoidal speed profile, when ACR.1 = 1 |
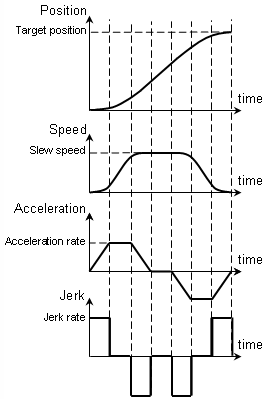
Position profile with S-curve shape of the speed
Once set, the motion parameters are memorized. If you intend to use the same values as previously defined for the acceleration rate, the slew speed, the position increment or the position to reach, you don’t need to set their values again in the following trapezoidal profiles.
See also: