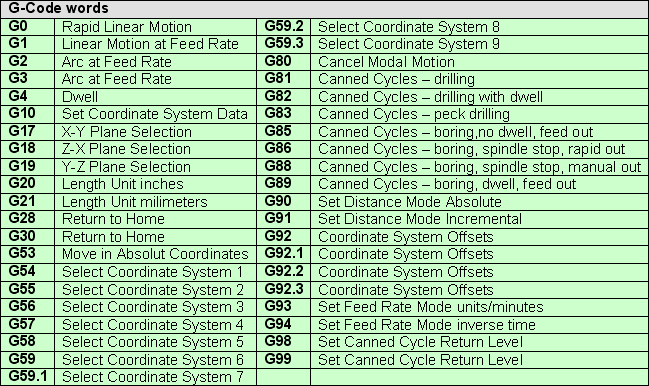
The TML to G-Code converter supports the following G-code words, implemented with the restrictions presented below:
G-code words supported
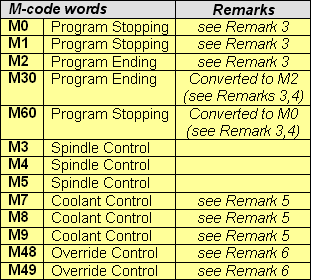
M-code words supported
Other words supported
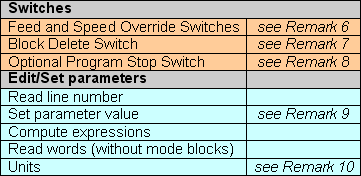
Remarks:
| 1. | The home position parameters are set via #5161 - #5186. For details see below the table G-code parameters supported. |
| 2. | The coordinate system parameters are set via #5211 - #5386. For details see below the table G-code parameters supported. |
| 3. | If Stop program or End program M-words are used, and no cycle start button is defined the program restarts from the beginning of the G-code program imported. |
| 4. | G-code block M30 is converted to M2. G-code block M60 is converted to M0.Pallet shuttle commands are not supported. |
| 5. | Coolant valve can be set from the “Import G-Code file” dialog. You can set the axis to which the button is connected, the input line and the polarity. |
| 6. | The override percent can be changed from “Import G-Code file” dialog. By default the override percent is set to 100%. |
| 7. | The block delete switch can be enabled from the “Import G-Code file” dialog. By default this switch is disabled. |
| 8. | The optional program stop switch can be enabled from the “Import G-Code file” dialog. By default this switch is disabled. |
| 9. | In “Import G-Code file” dialog you can set values: traverse rate, spindle rate, feed rate, and the rotation sense. By default the positive sense for the spindle speed is clockwise. |
| 10. | The default units are millimeters. In the “Import G-Code file” dialog you can choose between inch and millimeter. |
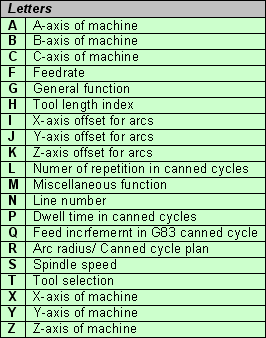
The G-code letters supported by the G-code to TML converter are:
G-code letters supported
The G-code to TML converter supports the following G-code parameters, which could be set anywhere, in the program:
G-code parameters supported

The G-code to TML converter supports the following operands:
| - | unary: # (parameter setting) , + , - , [ (expression start), ] (expression end), ABS (absolute value), ACOS (arc cosine), ASIN (arc sine), ATAN (arc tangent), COS (cosine), EXP (e raised to the given power), FIX (round down), FUP (round up), LN (natural logarithm), ROUND (round to the nearest whole number), SIN (sine), SQRT (square root), TAN (tangent), NOT |
| - | binary: + (addition), - (subtraction), * (multiplying), / (division), **(power), AND, OR, XOR, MOD, |
G-code to TML converter restrictions
G-code blocks not supported. The following G-code or M-code blocks are ignored: G38.2, G40, G41, G42, G43, G45, G49, G61, G61.1, G64, M6.
If the G-code file contains other G-code then the one presented above, an error message will appear: “Error at line x: unknown G-code yy !” (x is the line number from the G-code file and the yy the G-code that couldn’t be interpreted or ignored).
The converter doesn’t support any start or program end indicators.
The converter imports only files with .gnc extension.
G-code program length. The length of the G-code program is limited to the multi-axis Motion Controller available memory for TML programs. You can set this information by selecting in the Project window left side the Motion Controller application, and press the Memory Settings… button. The table below shows how many memory locations are needed for G-code implementation:
G-code block size
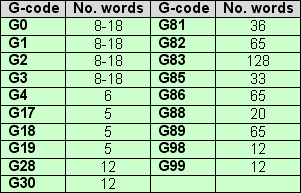
Remark: Every time the G-code sets a new motion moving plane, an initialization of 36 - 64 words has to be added. Therefore G-code programs with many plane changes will use more memory than those with few plane changes. At maximum, a simple G-code file can have up to 760 lines.
See also: